Bruderer press purchased at MACH 2024
A specialist supplier to F1, automotive and aerospace sectors is looking to increase its tool try-out capacity by purchasing its first Bruderer press at MACH 2024.


For any UK company carrying out subcontract machining, flexibility can be a great asset. The requirement from customers for shorter contracts, reduced lead-times, lower cost, but still the very highest engineering standards can be a difficult conundrum to crack and inevitably puts pressure on a supplier.
However, at Stoke Mandeville, Buckinghamshire-based Gibbs Gears investment in a new Klingelnberg Höfler Viper 500 K profile grinder looks to be providing the solution to these challenges and many more besides.
Gibbs Gears has a well-earned reputation dating back 60 years for its expertise in manufacturing every conceivable gearing solution. It supplies gears to companies involved in aerospace, motorsport, high-end automotive and electric vehicles, medical, marine, defence, oil and gas and the commercial industry sectors, both in the UK and abroad, with precision made gear components and their associated parts.
Its core capabilities include: CNC turning, milling and grinding, CNC gear shaping, hobbing, gear grinding, gear inspection and gear design.
Managing director Reece Garrod comments: “We are a high-end, niche business, gear maker supplying blue-chip companies. We tend to focus on low to medium volumes (25-200-off is typical) to a very high standard. We are very good at this kind of challenging work – in fact, our reputation is built on it.”
Upgraded options
With the company’s previous gear grinding machine coming to the end of its life, Gibbs Gears was on the hunt to find a machine that would not only replace it but also offer more capability, accuracy and efficiency for the many gear and spline grinding enquiries it receives.
“A lot of our customers use Höfler machines for their in-house gear making so we knew their reputation was good,” Mr Garrod adds. “Initially we were interested in a Helix 400 machine, but when we invited Höfler here to discuss what we required they suggested the Viper 500 would be a better option. It has great flexibility; it is able to machine fine pitch gears with very small diameters right up to 500mm OD parts with a much larger pitch. We purchased the machine primarily to do work in the high-end F1, motorsport, hypercar/automotive and aerospace markets.”

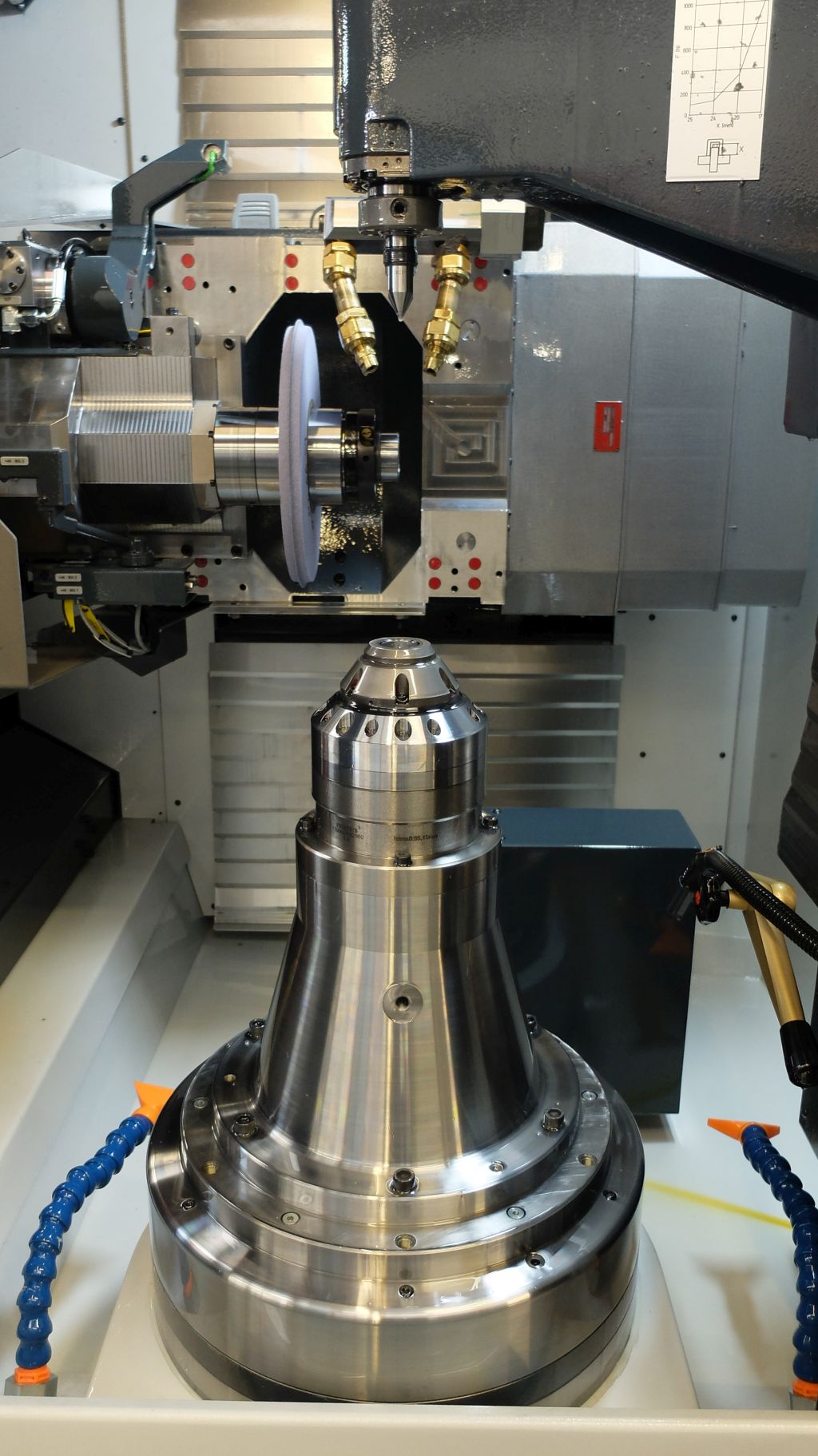
The Höfler Viper 500 (K option) CNC cylindrical grinder with multiple wheels installed at Gibbs Gears has a special axis configuration which is said to deliver optimised 5-axis machining of gears with a wide variety of modifications in the shortest possible grinding time.
It has a grinding stroke of 500mm, the work area over the table is 300-800mm, the distance between centres is 442-1,042mm, a swing angle ranging from -45°/+180°, 35kW spindle capable of 17,000rpm and table load of 500kg.
A major plus for the machine is the ability to change from external grinding to internal grinding in just 15 minutes. In total the machine is claimed to offer productivity gains up to 25% over comparable machines – in fact, the new machine has even surprised the experts at Gibbs when it comes to how fast it can grind gear profiles.
“The Höfler machine is very rapid,” Mr Garrod affirms. “We have older continuous gear generating machines on the shopfloor and we have found that the Viper 500 can actually grind gears quicker using a single flank grinding method than these older gear generating machines. The quick change from external to internal grinding is also a major benefit; it can save us half a day on set-up.”
The new model also offers Gibbs very high levels of accuracy. Although planned for the future, Gibbs has not yet installed a temperature-controlled enclosure for the machine, and yet it is still producing parts right down to DIN 1 (Deutches Institut Normale) precision.
“The accuracy is incredible,” Mr Garrod affirms. “Without any temperature control, apart from what is compensated for by the machine’s internal systems, we have achieved DIN 1 accuracy. That is a lot higher than most of our customers usually require but it’s good to know what the machine is capable of.”
Time saver
Gibbs Gears has found the machine has been particularly useful when carrying out low volume motorsport work (around 5-50 off) with high-spec engineering but very little lead-time. A recent example was a part needed for a McLaren hypercar.
“The benefits of the new machine are particularly noticeable when you don’t have to prepare traditional tooling that would massively increase the manufacturing time for a part,” Mr Garrod explains. “For the McLaren project, we only had two to three weeks to complete it. On the Höfler machine we were able to grind the parts from solid in its soft condition, heat treat them and then finish grind them to an accuracy greater than specified in that time. With traditional gear cutting, it would have taken around 9-10 weeks with the tooling that would have been required.”
The machine’s flexibility is largely thanks to the sophistication of its control and the software behind it according to Mr Garrod.
“If you want to alter the micro-geometry of a gear with crowning or barrelling for example, or alter the pressure angle of the teeth or size of the gear, all those new measurements can be programmed into the machine very quickly and validated with its on-board inspection. It means we can carry out trials for our customers and give them many iterations really simply,” he says.
For Gibbs the acquisition of the new Höfler machine is primarily about increasing capacity to meet the high level of enquiries from its customers – and help offer a better service to the demanding advanced engineering sectors it supplies.
And although the company is as busy as it has ever been, with a bulging order book for the foreseeable future, like many SMEs it has to carefully target investment so that it can offer greater capacity, greater capability, greater flexibility and seek out new opportunities in what can be a rapidly changing market. That also includes investing in: apprenticeships and skills; Lean manufacturing methods; quality and inspection; CAM software and 3D modelling; keeping customers informed with key performance indicators; factory scheduling and data collection, and getting the basics of quality, delivery and cost right.
“There is a changing landscape in engineering,” Mr Garrod states. “The old days when you just got a drawing, made the part and then simply delivered it are fast disappearing. Engineering companies need to accommodate the new data driven environment required by the industry and adapt to it rapidly.”
Keeping it steady
So the investment in new Höfler machine with its added precision, flexibility and productivity will help Gibbs Gears adapt to that new landscape and maintain the tricky balance between the long term, lower revenue work it carries out and the high-end but high value shorter contracts it attracts that put the greatest demands on its skills and resources.

Mr Garrod comments: “With any reinvestment in machinery there is always an element of uncertainty. Primarily you are investing in technology so that you can make things smarter, with more accuracy and efficiency but you are also increasing capacity for future opportunities that you hope will be realised. That means you need machines that offer greater flexibility.
“With a lot of our work a great deal of engineering knowledge is required. You are challenged by customer projects and have to come up with the answers. These are contracts that may only come through the door once, but you still have to get them right-first-time with no scope to fully optimise the process.”
Another important benefit is how the new machine integrates with Gibbs’ other equipment on the shopfloor such as its gear-shaping, hobbing, broaching, turning and milling machines.
“It gives us a great synergy between the gear cutting processes, so we can cut gears, heat treat gears and grind gears more easily and it adds a lot more capacity for low volume work.”
He concludes: “It’s upgraded our capability, given us quicker set-ups, faster multi-axis grinding, higher accuracy and full CNC control, and means we can offer customers a superior service than with the technology we had previously.”
Gibbs Gears www.gibbsgears.com
Höfler www.klingelnberg.com/en/business-divisions/hoefler/overview


