Start-up Toolkits from Sandvik Coromant
Sandvik Coromant offers a range of start-up toolkits designed to get new machines up and running immediately.


Over the last ten years, tool grinding expert Rollomatic has also developed laser cutting machines to process the tips of cutting tools. These machines offer significant benefits over traditional methods, especially when dealing with harder materials. PES hears more.
Engineers are used to dealing in seconds, especially when it comes to reducing cycle times. Over the years Advanced Grinding Solutions, the Coventry-based UK representative for Rollomatic machines, has been tasked with achieving cycle time savings by even the minutest amounts. However, understanding how Rollomatic’s latest laser machines for manufacturing PCD and other special tooling requires an understanding of time on a completely different level.
For example, the Rollomatic LaserSmart 510 Femto laser machine works in femtoseconds. A femtosecond is one quadrillionth of one second. Another way of understanding how short a femtosecond is this: one femtosecond is to one second as one second is to approximately 32 million years!
Since Rollomatic first launched its LaserSmart machines – showing the first example a decade ago at the IMTS exhibition in Chicago – they have been developed significantly by the company. Noticing developments in using short-pulse laser systems for human eye surgery, the Rollomatic team looked to see how these super-fast lasers could be used for manufacturing cutting tools and inserts. The result was the Rollomatic 510 femto machine.
It has been so successful that take up by major PCD, diamond and CBN cutting tool manufacturers such as Paul Horn and DTS has now led to the laser machines being given their own dedicated production line within Rollomatic’s machine tool plant in Le Landeron, Switzerland.
By operating in femtoseconds, the machine brings some major advantages when looking to manufacture PCD, ceramic, CVD diamond and PCBN cutting tools. This is reported to be the world’s first femtosecond ultra-short pulse laser cutting machine for ultra-hard materials with 30% faster feed rates as compared to conventional laser machines with a pulse width 1,000 times shorter than pico lasers. Nano lasers are typically used for marking applications, and micro lasers used for basic cutting applications.
Simple interface
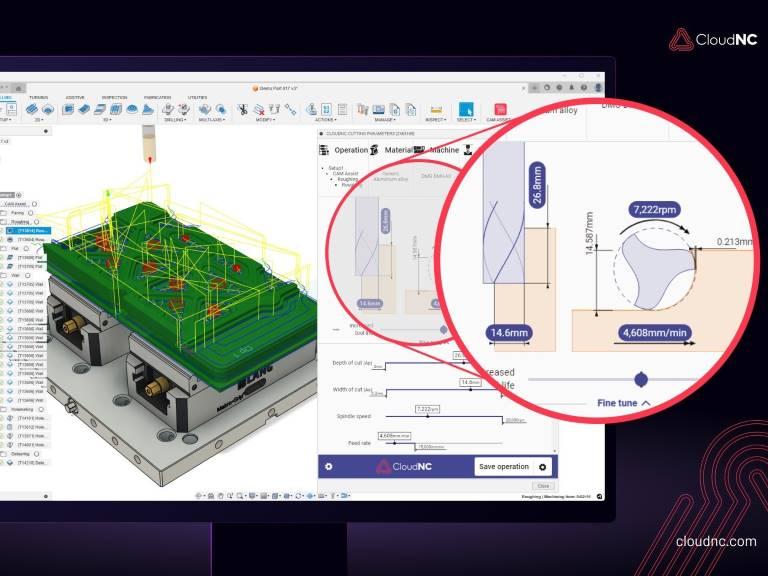
Rollomatic is understandably secretive when it comes to specifying example machine settings but the laser machining process has many parameters that influence the cutting result. However, the main variable parameters are the power of the laser, the wavelength, the frequency, the pulse length, and the machine tool axis speed.
Rollomatic’s software ensures that all an operator has to do is to select the type of material to be machined (carbide, PCD, silicon nitride, zirconium oxide, PCBN, CVD, or MCD etc.) and the recommended settings are automatically recalled.
The laser pulses on the femto machine are so short that zero heat is produced as the beam is not in direct contact with the cutting tool’s surface for a long enough for any heat to be generated. Even when working in picoseconds or nanoseconds, tiny particles of dust are melted resulting in temperature transfer issues that affect the surface structure of the cutting tool. So short are the pulses on the Rollomatic machine that material is simply lasered away, micron by micron, and is immediately vapourised with only gas being produced.
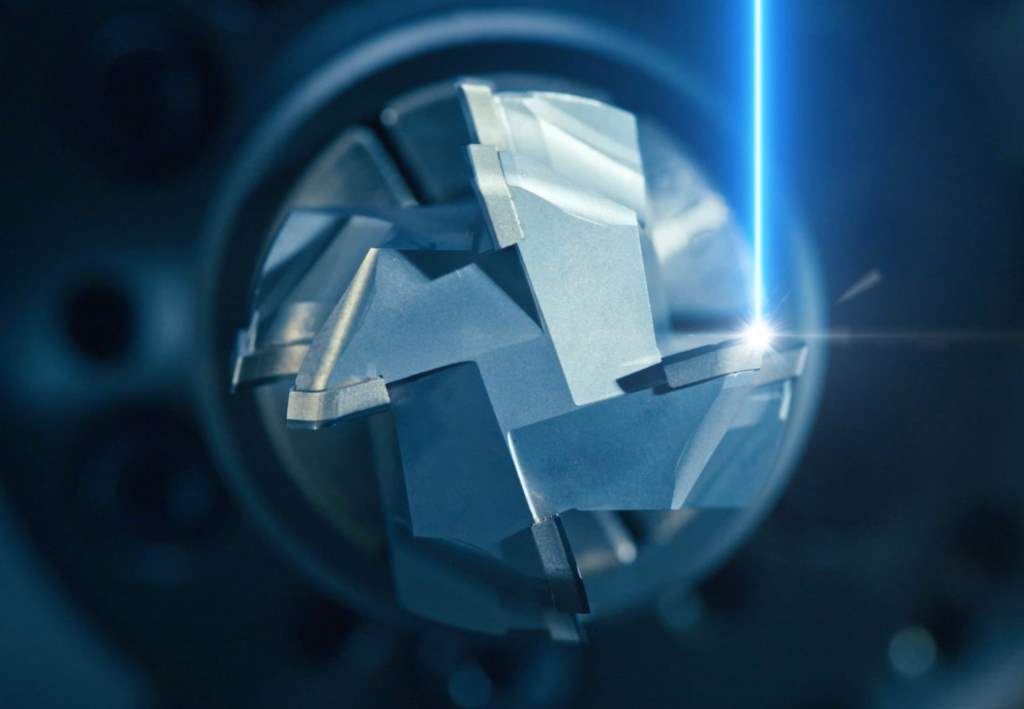
The latest Rollomatic laser machines are 450% faster than the last generation and some 500% faster than the conventional EDM process that is most often used to machine PCD tooling. Apart from the huge cycle time savings, the laser process creates razor sharp cutting edges with a radius of under 0.5µm but end-users are also able to freely define a desired edge condition with a 3, 6 or 9µm radius.
PCD tools often require a perfect mirror like surface finish. Here the Rollomatic machines have achieved a surface finish of just 0.048um Ra on a primary relief of a profile insert in PCBN material. This level cannot be achieved by processes such as EDM or grinding.
There are now three laser machines in Rollomatic’s line up; the LaserSmart 510, the LaserSmart 510 Femto and the new LaserSmart 810 XL machine. The 510 versions have been developed for machining smaller tools whereas the 810 machine is used for producing larger PCD cutting tools as used by the woodworking, automotive and aerospace industries.
Multi-materials
Apart from producing PCD tools, the machines are equally at home when machining ceramics, tungsten carbide, sapphire, glass or other ultra-hard materials and the machining process is automatically adapted to suit the chosen material. Diamond like coated, or CVD coated carbide tools are also catered for.

Coated tools offer a significantly longer tool life compared to uncoated carbide but there is a drawback in that thicker coatings make the cutting edge dull and thinner coatings often wear prematurely. Rollomatic has developed a new process using the laser machines that sharpens thicker coated carbide tools. This involves probing the surface of the coated tool to detect its exact shape and position and then using the laser to remove just enough coating to make the cutting edge perfectly sharp.
Field testing has shown that tool life is increased significantly compared to conventional non-lasered coated tools. These tools are also a very cost-effective alternative to far more expensive PCD variants.
510 machines have a general working range for producing tools of up to 190mm in length and from 0.1 to 80mm in diameter. The larger 810 machine produces tools of up to 350mm in length and up to 300mm in diameter with a weight of up to 15kg.
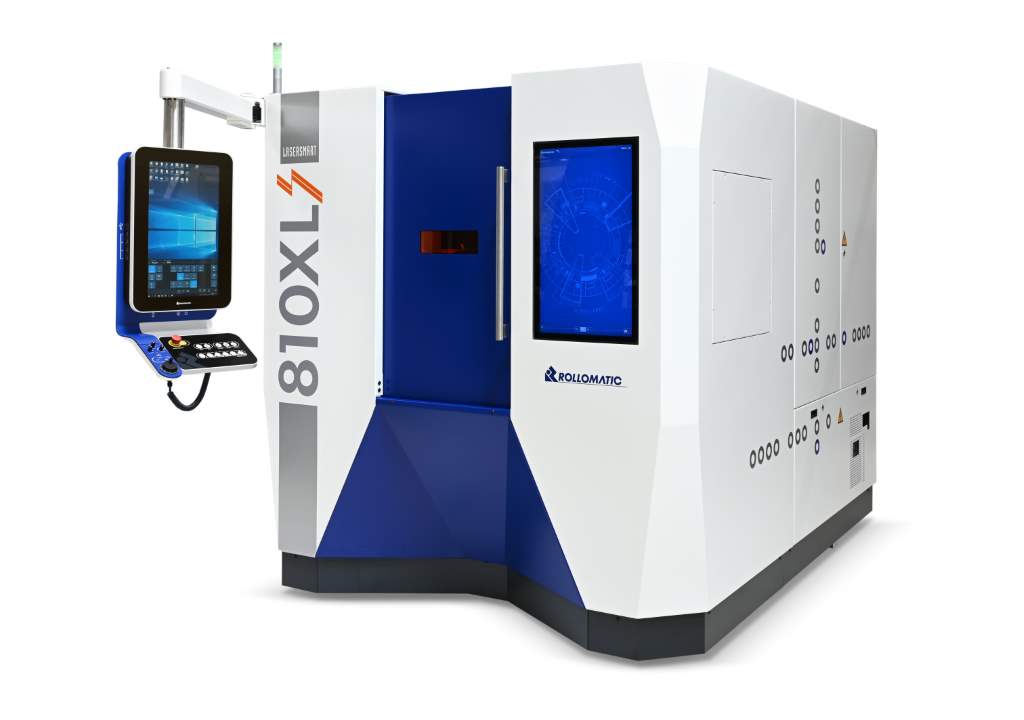
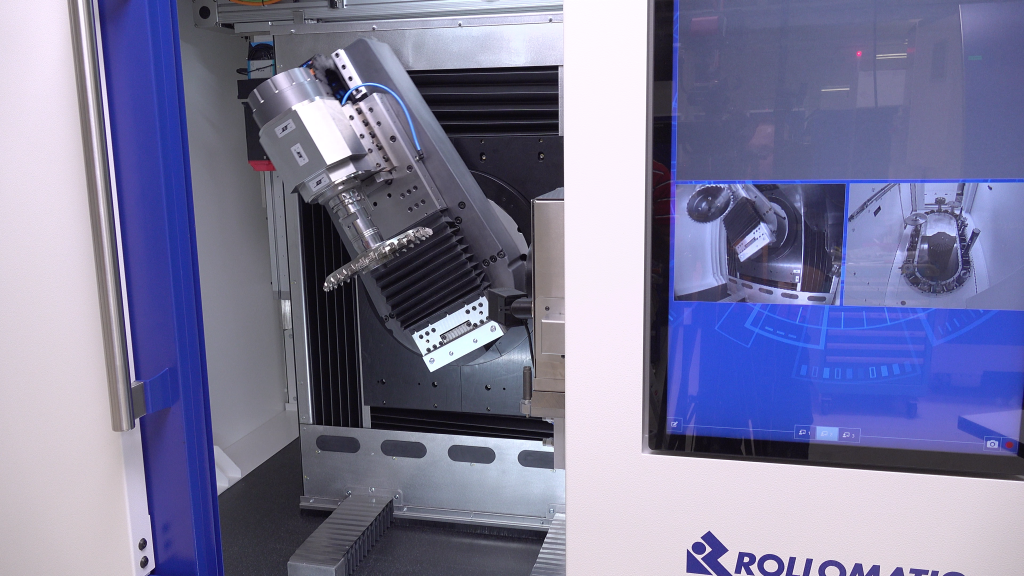
The latest 810 XL machine can be equipped with up to seven cameras to ensure that every step of the lasering process can be monitored by the operator during actual production. The machine also benefits from a new and patented sixth CNC axis for smoother and faster sweeps of the laser beam. The automatic loading of cutting tools is standard and achieved via an integrated pick and place loader with a capacity of 30 parts.
Further enhancements
Rollomatic has not stopped development of other machine components. The latest 810 machine uses a granite bed that now has 3D printed ceramic axis that is three times lighter and three times more rigid than cast iron.
In terms of software, Rollomatic has developed the Smart Programme Generator (SPG) system. With this system a tool manufacturer only needs a DXF file and 3D drawing of the desired tool which can be imported into the SPG. With just a few selections, the tool is ready to be produced, making the time-consuming operation of tool programming a thing of the past.
Commenting on the machines Sven Peter, Rollomatic’s laser product manager says: “Many sectors in industrial production rely upon the use of diamond tooling which is now irreplaceable as a cutting material in the form of CVD layers or as a PCD tip. However, what makes it so valuable – its unsurpassed hardness – often limited the tool geometry. With the introduction of powerful laser machines from the LaserSmart series such restrictions are overcome.
“By using the speed and precision of the femto laser, boundaries are literally lifted, both in terms of tool design and quality. The demand for such tools across all industries is rapidly increasing and these can now be produced not only much better but also considerably faster thanks to Rollomatic’s laser technology. This is lowering the costs of tooling that is further driving the market upwards.”
Advanced Grinding Solutions
www.advancedgrindingsolutions.co.uk