Studer sells 1,000th S31 grinder
Grinding machine specialist Fritz Studer has sold its thousandth S31 universal cylindrical grinding machine.


“Achieving micron precision continually is the great challenge in grinding,” states Walter Wiedenhöfer, managing director of Kptec Components.
In the manufacture of spindle components, coaxial geometries of 1µm are the modern norm. It is often necessary to grind an H6 tolerance hole into bores up to 400mm deep for the clamping mechanisms of the interface. In addition, the machine must produce the parts as economically as possible. In other words, you should only have to pick up the component once and then produce it completely, if possible.
However, a good machine must also be flexible and capable of performing unusual operations, such as relief grinding of a spindle, for instance. A machine that fulfils such requirements is the S151 universal internal cylindrical grinding machine. When fully equipped, it has three internal and one external grinding spindles, as well as a measuring probe.
Kptec Components is convinced by its performance. Mr Wiedenhöfer comments: “This machine is the best we have in the company. It was absolutely the right decision to buy this Studer machine.”
Universal machines
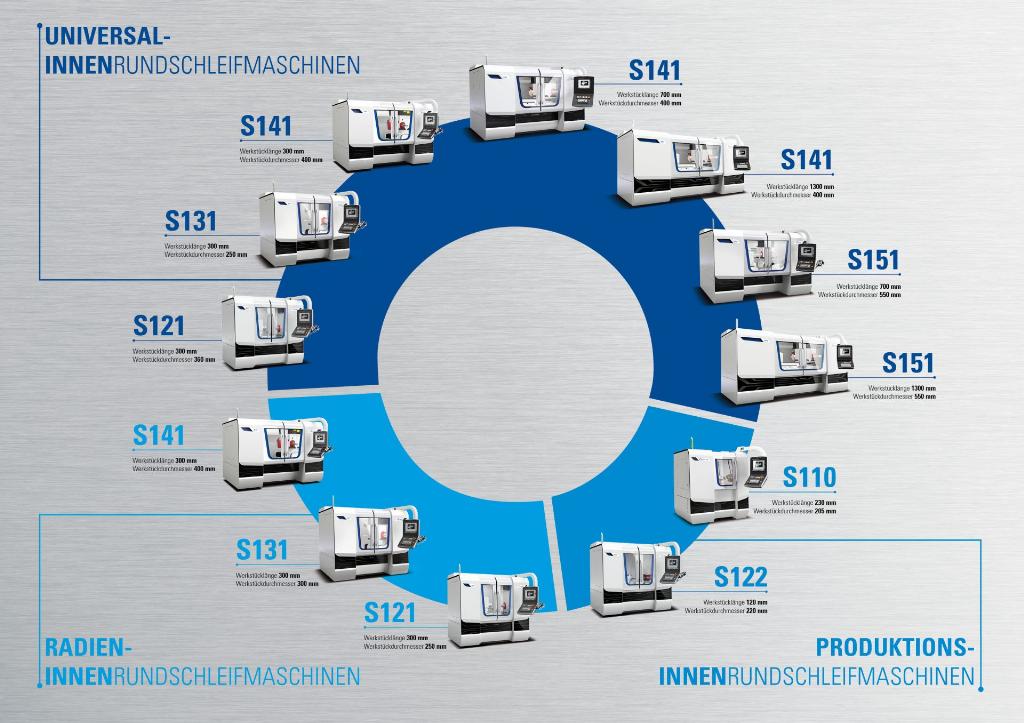
Studer says it has the right machine for every requirement in internal cylindrical grinding – in the universal range these are the S121, S131, S141 and the S151. The affordable universal S121 is the ideal machine for internal, surface and external grinding of chuck components. The S131, S141 and S151 form a series for every conceivable application in internal cylindrical grinding.
They are used wherever high precision and efficiency is required, for example, for flange parts, spindle shafts, spindle housings, rotor shafts, bushes and more. The maximum workpiece weight is 250kg, and the maximum length is 1,300mm.

In terms of other Studer machines, the S110 is a flexible and compact internal cylindrical grinding machine ideal for chuck applications and for individual components through to small batch production. Thanks to its small footprint it can fit in any workshop.
The S122 is a specialised grinder for small bores and has a swing diameter of 220mm. It offers cutting-edge technology for machining small to medium-sized workpieces in small to large-scale production. Both types have up to three grinding spindles in a parallel arrangement, which enables external and internal grinding in a single clamping.
Miroslav Martinek, production manager at Czech ammunition manufacturer Sellier & Bellot, explains his decision to invest in an S110: “Price, quality, technical requirements; all these were our selection criteria for a new machine. However, the biggest advantage is the S110’s high production capacity.”
The application range also includes workpieces made of industrial ceramic, sapphire and carbide for the manufacture of human implants. The automatic B-axis with direct drive allows grinding with interpolation for high-precision machining of radii. The radius grinding machines are supported by StuderSIM software.
German carbide tool specialist AKS Hartmetalltech-nik has an S131 with a radius grinding option. Production manager Edgar Feifel explains: “The sophisticated CNC technology, the ability to execute several work steps in a single clamping whilst achieving absolute precision are the main reason for our investment.”
“Set-up times, maintenance costs and failure times can now be calculated. We also benefit from the raid response times of Studer customer care.”
A further Studer benefit is the grinding wheel reference points (T-numbers) which enable programming with normal dimensions – a significant benefit when developing grinding programs. The workhead can be moved in a longitudinal direction on the swivelling B-axis, which has a high roundness accuracy and low-maintenance advantages. The airlift simplifies adjustment when setting up or resetting the workhead.
Sophisticated sensor technology monitors the process during grinding and dressing and offers simple registration of the grinding wheel and workpiece. The air-gap elimination also reduces the cycle time. Furthermore, the modular spindle concept enables optimal adaptation to the grinding task in hand.
The direct drive grinding spindle turret offers minimal positioning ranges on the radius and universal grinding machines (except for the S110 and S122). On the S122 the high-precision machining of minimal diameters can also be carried out efficiently, thanks to the proven arbor deflection compensation.
Different loading systems are available for automation on Studer machines. Because of their modular design, these can be precisely adapted to the machine application and machining processes. Appropriate peripheral devices guarantee seamless integration into the respective production process.
Additionally, StuderWIN offers the possibility of fully integrating the in-process gauging and sensor technology for process monitoring, including contact detection and automatic balancing systems into the operator interface which enables standardised programming of the different systems.

StuderWIN is supplemented by Studer Pictogramming grinding software. The operator strings the individual grinding cycles together and the control unit generates the ISO code. The machine's functionality is enhanced by the software option for thread and form grinding.
StuderSIM software has been specially developed for the internal grinding of radii. The operating system enables programming of all basic cycles for grinding, dressing and process-supporting measurement. This type of programming guarantees high flexibility together with maximum user-friendliness. After programming, the process can be simulated and optimised which ensures reliability, as well as guaranteeing short programming times and increased cost effectiveness.
Studer www.studer.com/en/





