A drill, a milling cutter, and an effective machining strategy with proven parameters are all prerequisites when machining medical screws made from titanium or stainless steel. Micro tooling specialist Mikron Tool claims it has developed a process that ticks all the right boxes. PES reports.
A drill, a milling cutter, and an effective machining strategy with proven parameters are all prerequisites when machining medical screws made from titanium or stainless steel.
Micro tooling specialist Mikron Tool claims it has developed a process that ticks all the right boxes. PES reports.
Around 900 million medical screws are produced every year and every second gained in production time is valuable. Most of these screws are produced on lathes – the thread is machined on the main spindle and the hexalobular Torx socket on the sub-spindle. The latter operation is usually slower and defines the cycle time but now Mikron has developed a process to improve efficiency – albeit by just a few seconds.
In fact, the turnkey solution is said to machines hex lobular bone screws (Torx) 50% faster, whilst guaranteeing a high degree of profile precision and virtually burr-free results.
Through its hexalobe program, Mikron’s has not only developed the tooling but also the machining strategy to achieve the desired result. During its formulation, it became clear that a successful outcome can only be obtained when all factors fall in place.
Titanium or stainless steel?
90% of all medical screws are manufactured from titanium and stainless steels which are quite different when it comes to their behaviour during the chip removal process. Mikron established early on that different tools and strategies were required for each material.
This was particularly the case with titanium. With its high elasticity, a stronger cutting force was required, which in turn produced higher stress on the cutting edges. This meant right from the start that a different carbide was called for.
For the machining process, both materials have to be differentiated. Whilst with titanium helical interpolation and side milling are possible, Mikron Tool only recommends side milling when working with stainless steels – even though this particular process is a little more time consuming.
The strategy
A well-defined strategy was just as important as the cutting tools when development was initiated because when choosing the tools it must be clear how these are to be applied. Different approaches were considered but the most efficient proved to be a process that used a minimum number of different tools for step drilling, milling the hexalobe and deburring.
Other strategies like pre-drilling of the six exterior diameters and the centre with the subsequent milling and deburring operations were a challenge, especially when working with titanium. It turned out to be a demanding task for the micro drills.
The milling process – in the chosen strategy the most time consuming operation – can be completed with helical interpolation (with maximum pitch 0.8 x D) or with side milling (with stepover maximum 0.5 x D). Each procedure has its pros and cons: with helical interpolation there will be a slight lateral load at the milling cutter (Fx) since there is also a simultaneous vertical stress (Fz).
Higher stresses on the cutting edge corners was a concern so they were geometrically reinforced which generally produces a faster and more fluid operation. With side milling (or wall milling) the total depth is reached through several steps since only two axes are used for each step. The stepover stays the same for the entire operation even though the radial stress on the cutter is elevated.
Reduce four to two
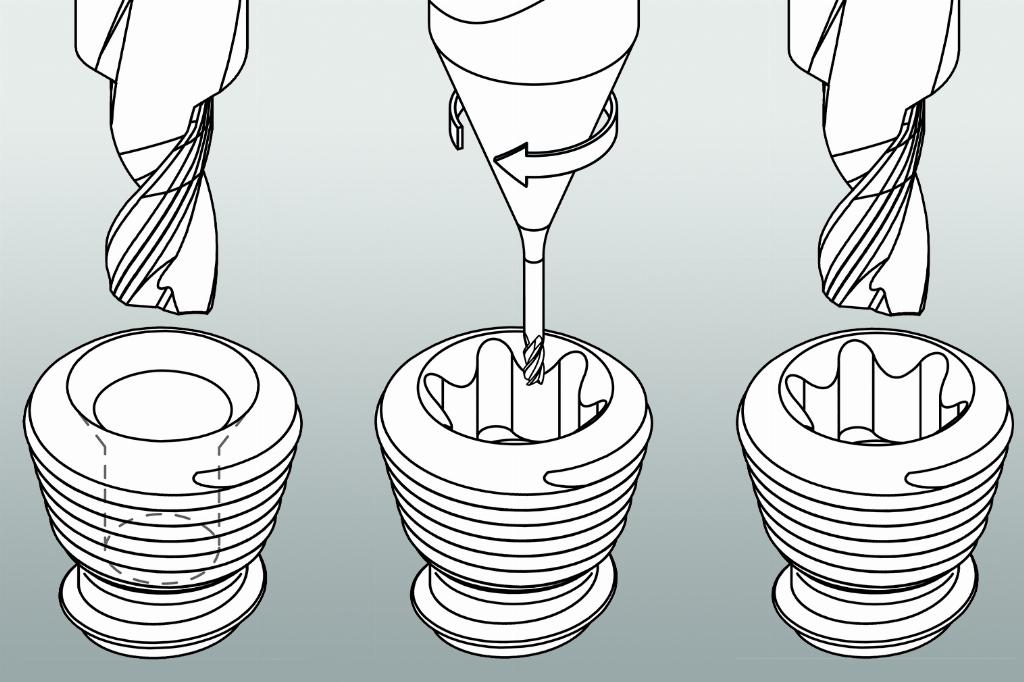
The four operations – pre-hole drilling; chamfering; milling; and deburring – need to be completed in three operations with two tools. First a step drill completes the centre bore and a 120° chamfer, both with an excellent surface finish of Ra 0.2um, Rz 0.8um.
After milling of the final shape, this tool will be used again in the final operation to remove burrs and impart the required surface finish. The milling cutter with three or four flutes – depending on diameter – is available in two standard lengths so that different Torx shapes can be machined depending on the screw type.
Its high stiffness allows machining with high feeds with a large stepover while still guaranteeing the necessary hexalobular profile accuracy. The surface quality is provided via the special tool geometry which also offers high stepovers to keep operational steps to a minimum.
Focus on quality
Besides efficient machining, which means shorter cycle times and long tool-life, the development of the new tools also focused on achieving high quality results. Very tight tolerances must be kept to guarantee profile accuracy and wall squareness of the hexalobular socket – from the first to the last screw produced.
Profile accuracy
Obviously, the surface quality and burr condition are also important aspects of the process. Indeed Mikron Tools’ head of development Alberto Gotti reports that there is no perfect solution for all cases.
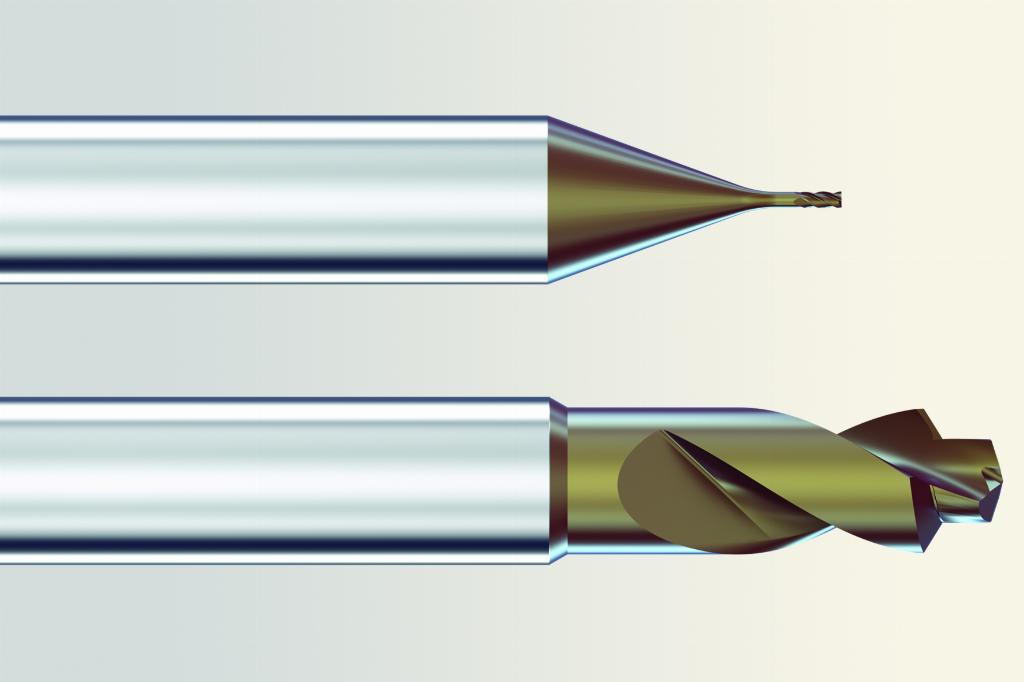
First impressions using the new CrazyDrill und CrazyMill Hexalobe tools on a DMG Mori Sprint 32/8 turning centre have shown that cycle times compared to other tools in the marketplace could be reduced by 50 to 60% using a rapid feed rate of 0.03mm/revolution per flute. A high surface finish of Ra 0.2µm was also achievable.
A Japanese-built Brother Speedio M140X2 5-axis mill-turn centre with 22-position magazine for 30-taper tools has been supplied by UK agent Whitehouse Machine Tools to Jointmedica, a Worcestershire company that carries out world-leading R&D into optimal design and manufacture of artificial knees and hips.
Only 9% of people would prefer to undergo surgery carried out by a robot surgeon compared to a human, despite recent advances in technology that have led to a rise in the use of robotics in a medical setting.
Following the release of its new line of products for industrial automation at Automate 2023, global engineering technologies company Renishaw has announced the addition of its RCS product series to the Renishaw Channel Partner Programme. The international programme aims to continually enhance levels of local customer service and product support.
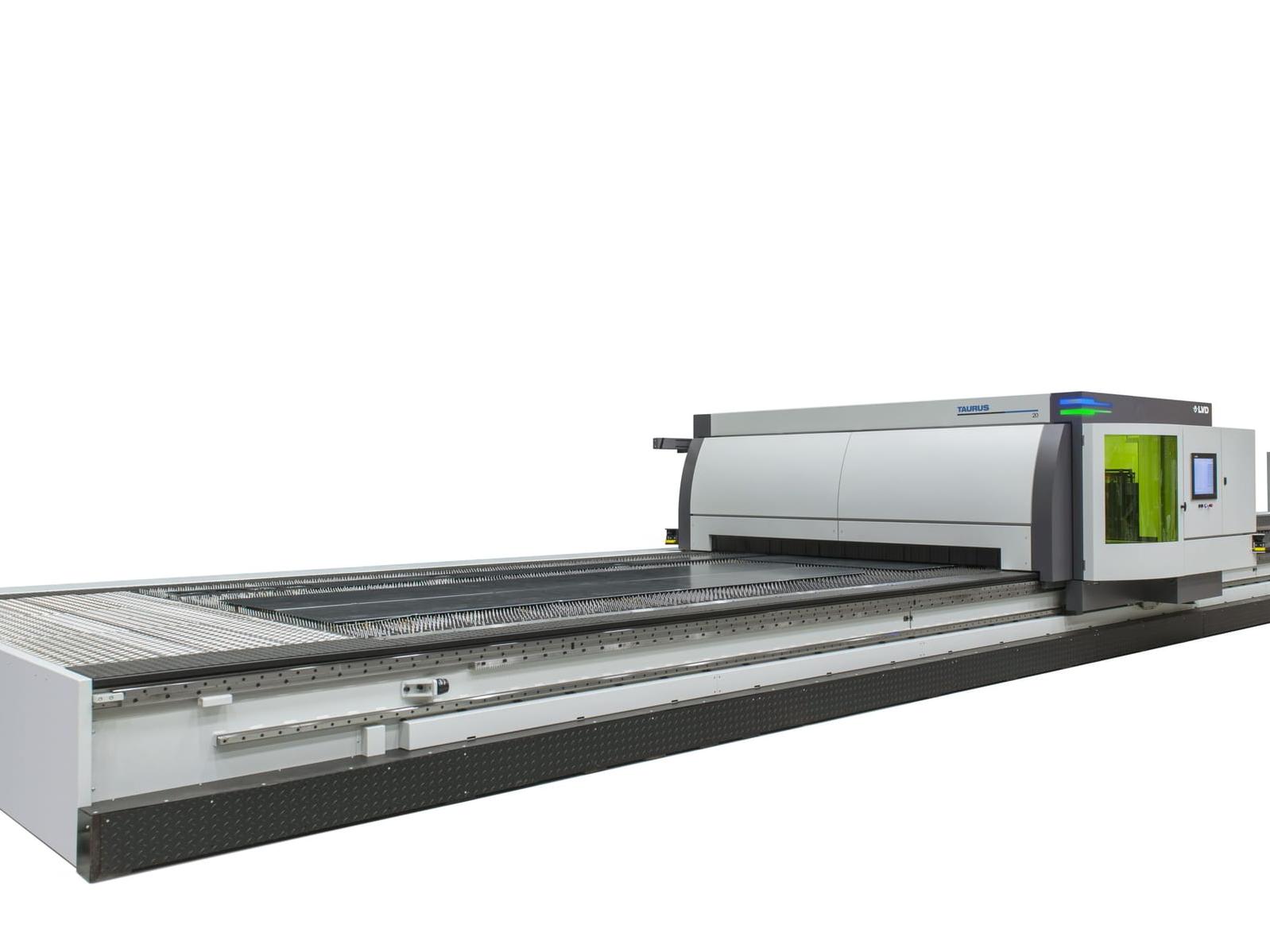
MTL Advanced, one of the UK’s largest metal fabrication and contract manufacturing companies and part of the WEC Group, has introduced a brand-new LVD Taurus 12kW XXL format fibre laser to its large profiling line-up, following a substantial £1m investment.
The latest Contract Manufacturing Index shows that the UK market for subcontract manufacturing continued to grow in the first quarter. The index was up 4.5% in the first three months of 2024, building on the strong upswing at the end of 2023.