G-Series 5-Axis Universal Machining Center
G-modules are modular machining centres. They are available in three different sizes and as single-spindle or two-spindle machines.


Machining sintered ceramics is challenging. Ceramics are typically very hard and brittle materials, which can make them difficult to machine without causing damage or cracking. But as PES learns, Kern Microtechnik’s ductile cutting mode is producing excellent results.
Since 2021, Kern Microtechnik GmbH’s job shop manufactures different ceramic parts which are being used in a wide variety of applications.
The ductile cutting mode, developed by Kern, is playing a vital role. Engineers and technicians, together with the customer, succeeded in generating a reliable process which provides high-quality results and zero rejects.
Many different industries, such as analytics, chemical and waveguides have been waiting for this, as have manufacturers of highly precise parts for measurement devices, jewellery, watchmaking and satellite technology for example. It’s all about the reliable manufacturing of technical ceramics like silicon carbide and aluminium oxide. The extreme hardness, stiffness, heat and chemical resistance of these materials and their excellent thermal connectivity make ceramics a very interesting material for many different applications.

However, the many advantages pose a challenge at the same time: the manufacturing process is very demanding. Also, because ceramic products need to be 100% perfect, cracks, breakoffs, or damaged material result in a failure of the part. Unlike metal, there is no protection to limit the spread of a crack. Furthermore, parts need to be manufactured to high dimensional accuracies.
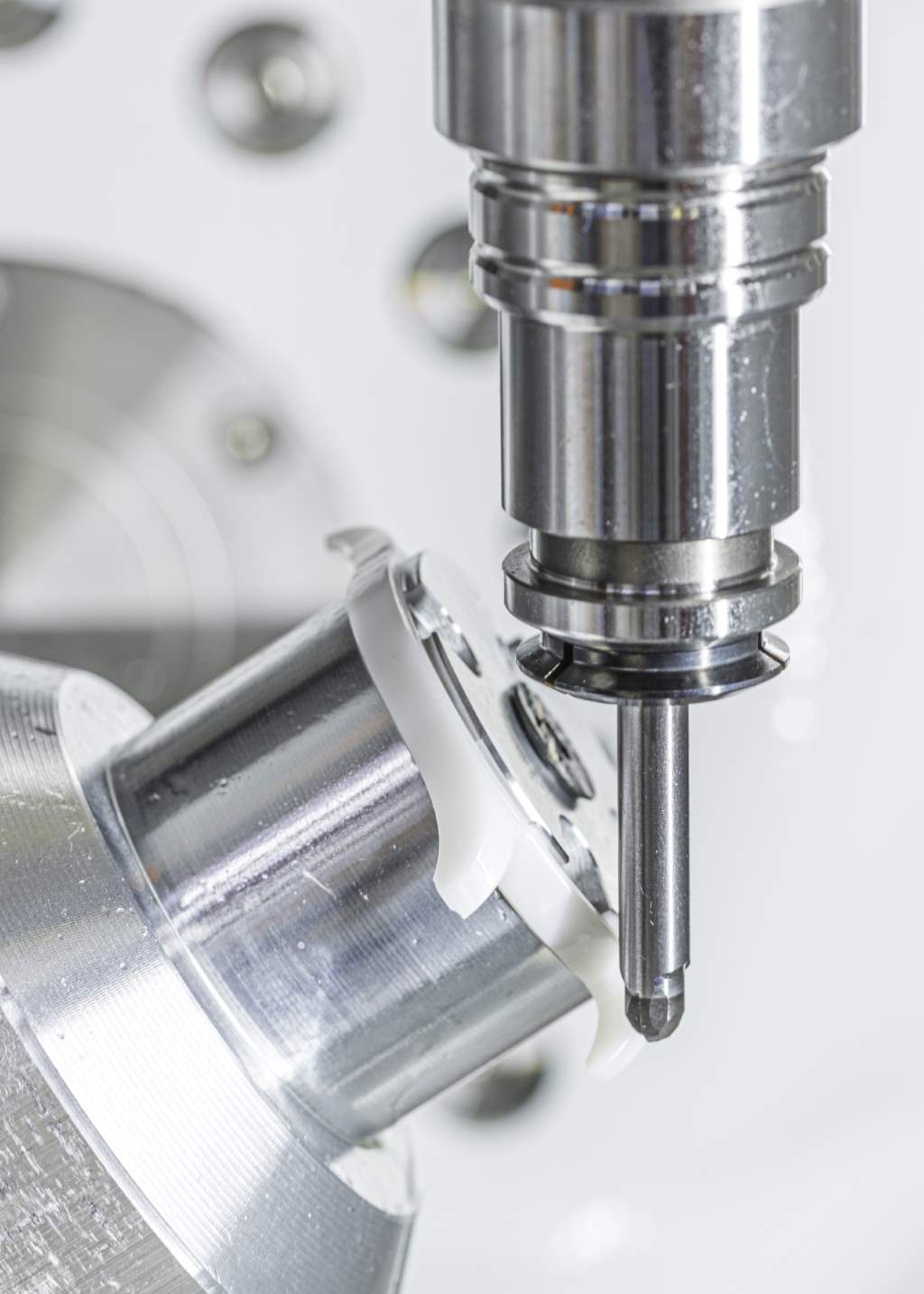
Lapping, honing and grinding are established as traditional manufacturing processes, however, this limits the profiles and shapes that can be produced. Also, reliability becomes an issue as soon as contours and outlines need to be cut. This is where the new ductile cutting mode, developed by Kern engineers, comes into play. Special milling tools, with a geometrically defined cutting edge remove material from brittle ceramics with flying chips.
High-quality, high reliability
Alexander Stauder, head of applications at Kern explains: “We gain many advantages with this process – most important are the excellent quality in terms of accuracy and surface finishes and also process reliability. Depending on the quality of the ceramics, Ra/Sa roughness in the range of a few tens of nanometres and accuracies in the lower micrometre range can be achieved.”
Often it is possible to cut machining times considerably, which results in more efficiency. However, there is a rule of thumb: the larger the parts and respectively the drills and grooves are, the more it makes sense to use grinding as the first metal removal method.
Finishing is then the only thing remaining for milling, where tools are sometimes more costly. The smaller the parts and respectively the drills and grooves are, the more productive it becomes to work directly with the ductile cutting mode.
For either process, a reliable machine with highest accuracies is essential. A high stiffness and running smoothness, a spindle with a high RPM and resistance against the abrasive ceramic removal are prerequisites for working with either ductile cutting mode or grinding.
The right machining centre
The Kern Micro HD 5-axis machining centre is well suited to these requirements. With its smart axis design, the machine’s mechanics are well protected against the dust ingress that occurs when machining ceramics. The design of the machine as well as its innovative micro-gap hydrostatics provide extreme stiffness. Together with the 15kW high-speed spindle (up to 42,000rpm) and HSK 40 interface, the machining centre ensures high running smoothness and efficient removal of material.

The Kern Micro HD is a master at jig grinding as well as milling in ductile cutting mode. It is possible to carry out grinding first and then switch to milling without re-clamping. Less processing time and higher accuracies are two advantages.
Of course, there are other contributing factors. Besides a reliable 5-axis machining centre, communication is key: “Nobody knows the ceramic part to be manufactured better than the customer who is often also the developer of the part,” Alexander Stauder adds. “On the other side of the coin, no-one knows the machine better than we do in our applications department and in our job shop. Combining this knowledge is the key to success.”
Reality: zero rejects
Kern recently machined different parts used in analytical applications which were previously ground in another job shop. “The customer told us that small inaccuracies and tiny chamfers often led to the failure of an entire assembly group. We were able to eliminate these failures when changing the process at our facility in Murnau,” Mr Stauder affirms.
The entire process is conducted in eight steps – from powder to the final part – in-house. The final steps are carried out on a Micro HD; the first material removal is through jig grinding with mounted points.

After this – and this is crucial for the success of the process – the grand finish comes with the ductile cutting mode. Together with the customer, Kern’s application team developed extensive tests to establish the best medium chip thickness which is necessary for a clean cut. “It’s important to meet the tight process,” Mr Stauder explains, “otherwise quality cannot be maintained and as a result there’s a high wear and tear rate of expensive tools.”
Once the parameters for working with this ceramic material were defined, it was all about finding a 100% reliable machining process – a task fulfilled by the Kern Micro HD in Murnau. The project has been running for over a year now. The oxide ceramic parts are being milled fully automated in serial production 24/7 – without any rejects and an accuracy of less than 2µm.
In the UK, Kern is represented by Middlewich, Cheshire-based Rainford Precision.
Rainford Precision
www.rainfordprecision.com
Kern Microtechnik GmbH
https://en.kern-microtechnik.com