Start-up Toolkits from Sandvik Coromant
Sandvik Coromant offers a range of start-up toolkits designed to get new machines up and running immediately.


Mikron Tool has developed a new series of drills and mills specifically developed for processing titanium and other difficult to machine materials in the micro machining market. PES was at the AMB show in Stuttgart to hear more.
At its press conference at the AMB show this year, Swiss micro cutting tool specialist Mikron Tool focused attention on its latest offerings aimed at machining titanium, titanium alloys and other difficult to machine materials.
High-performance titanium poses a machining and chip removal challenge, further complicated by its characteristics if it is an alloy mix. For these challenges, Mikron has developed drills tailored for respective titanium grades, which can machine the metal safely, with higher cutting performance, longer tool life and excellent machining quality.
Machining titanium can be highly demanding and one of the reasons is the combination of its high elasticity and tensile strength properties. Because of its hardness, chip breaking is difficult to achieve. Due to its low thermal conductivity, heat is not dissipated from the cutting area through the chip. In addition, titanium tends to form built-up edges. This all leads to higher tool wear and reduced process reliability.
In fact, drilling titanium is often more challenging than milling the material. The viscoelastic property of titanium causes the drill to stick, increasing pressure on the cutting edges. This usually leads to uncontrolled drill breakage.
Also, material sticking on cutting edges and guide chamfers increases cutting forces, which can result in cutting edge break out. Moreover, chip shape can also be problematic. This is because the titanium chips tend to compact in the head area and prevent further chips from flowing in. High temperature load on cutting edges is an additional complicating factor.
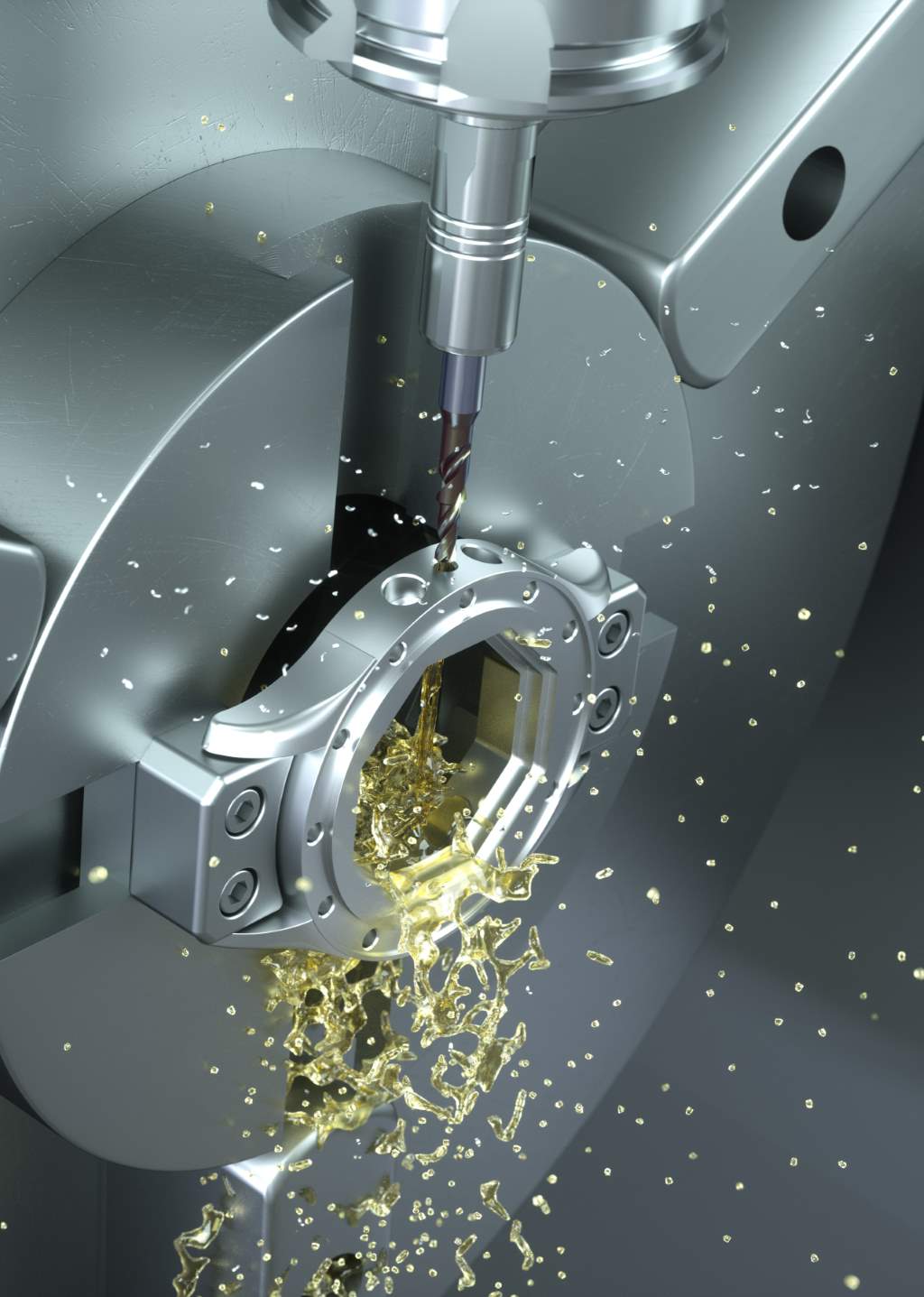
To reduce the heat in the cutting area, cooling lubricant must reach the machining area directly. Two cooling channels with large cross-sections need to carry massive amounts of coolant to the drill tip and guarantee constant cooling and lubrication of the cutting edges. At the same time, the coolant jet has to flush the chips through the polished flutes and prevent chip jams.
Under pressure
The patented special shape of Mikron Tool's cooling channels enables four times higher volume of coolant to be shot through the tool at the same pressure. This is key to successful drilling and represents innovation in thermal dissipation and chip removal technology.

Mikron has examined various test materials and discovered that the different grades of titanium are extremely different from each other, which is highly relevant for their industrial machining. Pure titanium (grades 1-4) are characterised by their high corrosion resistance, but lower mechanical strength. Alloyed titanium (grade 5 and higher) have high strength but low ductility.
Through meticulous development work, Mikron claims it has found the ideal drilling solution: two specific geometries, one for pure titanium grades (PTC) and one for titanium alloys (ATC). In this way, controlled chip removal, high drilling and milling speeds, long tool life and repeatable processes with optimum machining quality for these difficult titanium materials is said to be guaranteed.
Mikron’s new CrazyDrill Cool Titanium series is offered in the diameter range of 1 - 6.35mm. For pure titanium, Mikron has developed short drills with 3 x D and 6 x D. For titanium alloys, Mikron offers drills with 6 x D and 10 x D in combination with a pilot drill.
Mikron’s drills for titanium are said to have three times longer tool life and work with twice the feed than current competitors. Another benefit is that drilling with the ATC-version is completed in one shot, without multiple machining steps.
Milling time
When it comes to its milling range Mikron has introduced the new CrazyMill Cool Micro Z3/Z4; said to be the smallest rotary tool with integrated cooling and the first with material-specific cutting edge geometries. It is available in the diameters from 0.2mm to 1mm with a milling depth of up to 5 x D.
Designed for high-performance materials such as stainless steels, titanium and titanium alloys, heat-resistant alloys such as Inconel and Nilo and CoCr alloys, it offers a significant increase in performance and maximum process reliability compared to conventional standard products. Above all, it demonstrates its strengths in side and slot milling as well as in milling with spiral interpolation.
The increasing miniaturisation of workpieces requires tools that are both high-performing and reliable, even for the smallest applications. They are increasingly sought for medical engineering applications, in the watch and jewellery industry and in electronic hardware. In response to this need, Mikron has developed a new innovative milling cutter for micro-machining.
Mikron technicians say they have succeeded in transferring complex high-performance cutting edge geometries to micro milling cutters for the first time. This requires a high level of expertise, not just in development work. From a production point of view, it is also a major challenge to implement such complex geometries in milling cutters with diameters smaller than 1mm with a correction range of 0.1µm. This demands highly meticulous grinding skills from the grinding machine operator.
Tools for types
Mikron has created specific geometries for different types of materials. Geometry S has been specially developed for stainless steels, structural steels, non-ferrous metals and titanium alloys. It is characterised by a higher cutting capacity for materials with a specific cutting force of less than 2,250N/mm².
Geometry SX, which features special cutting edge protection, is suitable for materials with a specific cutting force greater than 2,250 N/mm² such as heat-resistant alloys and CoCr alloys.
This allows high-performance milling of hard and difficult-to-machine materials in micro-production. Furthermore, the material-specific geometries process the material so precisely that the formation of burrs is practically prevented.
Moreover, the new geometries prevent tool deflection by combining high cutting ability with robustness, depending on the material, which inevitably leads to greater overall tool stability. The result: significantly higher removal volumes with perfect contour accuracy and significantly longer tool life.
High temperatures and temperature changes around the cutting edge are extremely critical issues for any high-performance materials used in milling processes, especially when it comes to micro-manufacturing.
Mikron Tool's innovative cooling concept has cooling channels integrated into the shank, which, thanks to a special shape, direct high quantities of cooling lubricant directly into the milling area with the effect that the cutting edges are constantly cooled. This enables high cutting values and significantly improved material removal.

In addition, the massive cooling jet continuously flushes the chips away from the machining area, which means that repeated cutting of the chips does not take place. The result is excellent tool life and an ultrafine surface finish.
To produce these precise geometries and ultra-fine cutting edges Mikron relies on extremely fine grades with high wear resilience combined with high fracture resistance. The grain size used is less than 0.5µm.
And the coating must also meet the demands of miniaturisation. The new Exedur SNP coating offers excellent wear resistance even at extreme operating temperatures. The high layer smoothness and the precise uniform layer thickness evenly protects all contours without impairing the cutting ability. With this coating, tool life is significantly increased, which results in a high level of process reliability.
The advantages of the new CrazyMill Cool Micro milling cutter include: milling with high contour accuracy; no overheating of the cutting edges and chip-free milling area; almost burr-free components; excellent surface quality; up to three times shorter milling process with double the length of tool life and high process reliability even under the most difficult conditions.
With these new tools Mikron says manufacturers can achieve process reliability and economic production of components in the smallest dimensions and also in high-volume production.
Mikron Tool
www.mikrontool.com





