In this article Lee Donaldson, managing director of Nuneaton-based tooling specialist Cogsdill, discusses the benefits of burnishing tools for achieving even size and a super smooth surface finish on workpieces.
The burnishing motion produces a mirror like finish on workpieces
In this article Lee Donaldson, managing director of Nuneaton-based tooling specialist Cogsdill, discusses the benefits of burnishing tools for achieving even size and a super smooth surface finish on workpieces.
How do you finish the surface of a metal part to a mirror-smooth finish without putting it through an abrasive process like grinding, peening or honing?
Simple. It’s time to bring out the burnishing tools, compatible with most common machining tools (including lathes, mills, drills and machining centres), burnishing tools are the tool of choice for achieving a uniform size and smooth finish.
The definition of burnishing is a method of polishing and hardening the surface of a metallic workpiece. It is often used to smooth the surface that has previously been machined.
Machining a metal surface leaves microscopic peaks and valleys that are called roughness. Surface finishing, whatever the method, is about reducing the roughness average (Ra) value of the surface. The Ra value is a formula that measures the average distance between the tops and bottoms of these points relative to the mean line, which cuts through them.
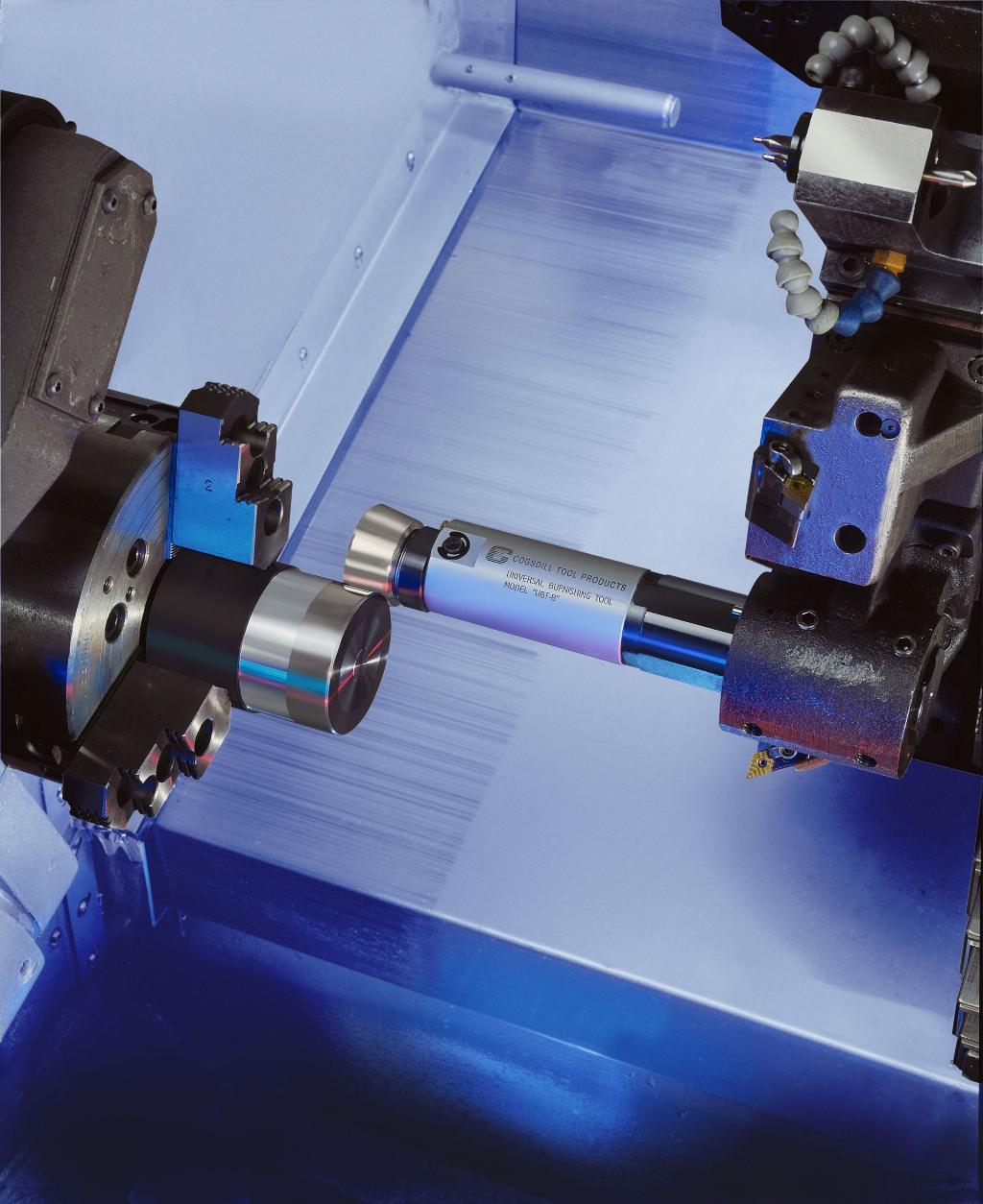
A Cogsdill roller burnishing tool
The finer the surface finish, the shallower the valleys and shorter the peaks. By compressing the microscopic peaks into the valleys left behind by the machining process, burnishing will reduce the Ra of the piece, hardening the surface and producing an impressive, mirror-like finish.
Abrading versus burnishing
The first noticeable difference between abrading and burnishing a surface to accomplish this peak and valley reduction is that the former removes metal from the part while burnishing does not. Abrasive finishing cuts or tears away the peaks in the surface, thereby bringing the average peak and valley distances closer together. This however, also leaves sharp projections in the contact plane of the machined surface.
Burnishing doesn’t have this problem. At first glance, a burnished part looks as if the metal surface has been smeared smooth. But that would be incorrect. The burnishing tool’s polished and hardened rollers actually perform cold flowing of the surface and subsurface material, which results in a controlled plastic deformation of the part.
In the burnishing process, the workpiece is brought into contact with one or more rotating steel rollers (roller burnishing) or diamond (diamond burnishing). As the unyielding burnishing tool runs against the surface of the softer workpiece, the stress causes the surface of the piece to smooth and compress.
Unlike abrasive methods this technique uses the tendency of metals to deform under stress in a process called ‘cold flow.’ The result is a smooth texture and a shiny, reflective finish with superior strength and load-bearing qualities.
Almost any plastically-deformable material can be burnished, including ductile and malleable metals such as stainless steel, aluminium, copper, bronze and brass. It is possible to burnish both the external and internal surfaces. Burnishing has long been used to finish automotive components such as pistons, brakes and transmission parts, and other parts such as valves, pistons, pump shafts and plumbing fixtures.
Going with the flow
Cold flow or cold rolling describes the tendency of malleable metals to plastically deform under mechanical stress. When the stress of the burnishing tool exceeds the material’s yield point, the sub-surface material begins to ‘flow.’ The microscopic peaks are pressed down and forced to flow into the valleys, creating a smooth plateau that significantly reduces Ra.
Burnishing has other advantages other than give the workpiece a mirror-like shine. Burnishing is also a cost-effective, efficient method of strengthening the component and prevention of corrosion.
Other benefits include strain hardening: burnishing compresses the structure of the metal to increase its hardness. A burnished workpiece is 5% to 10% harder than its comparable abrasive counterpart and more resistant to fatigue failure.
Burnishing tools are compatible with most machine set-ups
Additionally, burnishing offers corrosion resistance because by eliminating roughness and micro-notches – burnishing gives a workpiece greater resistance to rust and other forms of corrosion. A burnished part is also less likely to develop cracks and other imperfections.
Another benefit is the polished finish that is produced. Burnishing can effectively eliminate minor visual defects, polishing the surface to smoothness of 1μm or less.
Lastly, shorter cycle times. Burnishing tools are compatible with most machine set-ups and easily adapted to existing manufacturing processes, forgoing the need to invest in secondary machines and processes. They can even be used in a hand drill.
Cogsdill is the UK’s only manufacturer of roller and diamond burnishing tools with products available for next day delivery. We offer the widest array of standard burnishing tools in the industry, supported by the broadest range of experience in application engineering and custom tool design.
While the humble rumbler is often consigned to a dark corner in a factory and is one of the least likely machines to be replaced until it collapses, there is much more to vibratory finishing than meets the eye, as PDJ Vibro will explain to visitors attending MACH this year.
Surface finishing and deburring specialist Ellesco has announced that it is now the official UK distribution agent for the Peitzmeier-Maschinenbau range of grinding machines for processing the surfaces of metal products.
Post Brexit, UK manufacturers will be cultivating more and more business from outside Europe. One subcontractor that already exports one third of its output, nearly half to China plus some to the USA and Canada, is Stroud-based Truturn Precision Engineering.
Sentiment within the UK manufacturing industry improved in April and output expectations were the strongest for six months, according to the CBI’s latest quarterly Industrial Trends Survey.
Close Brothers Asset Finance’s manufacturing team has announced the appointment of Dawn Tuck to the position of regional sales manager for the North West.